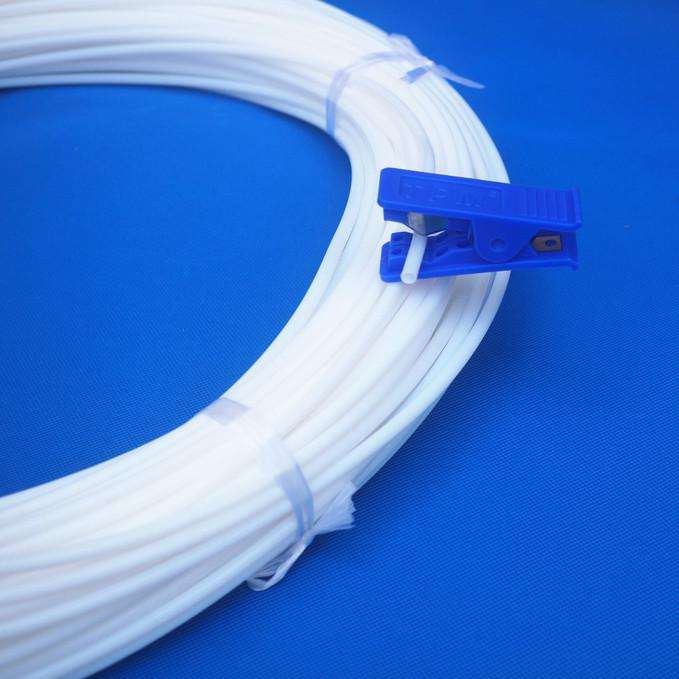
規格1-200mm
產品級別A
特性級別耐高溫
用途化工、機械、儀器、儀表、建筑等行業
材質PTFE
深圳旭荷位于深圳市寶安區龍華清湖硅谷動力園,是認定的高新技術企業,是中國氟塑料加工會會員單位。公司通過了ISO9001質量體系與ISO14001環境體系認證,加工工藝與檢測技術完備齊全。有需要的新老客戶請聯系劉經理.
·PTFE:PTFE(聚四氟乙烯)不粘涂料可以在260℃連續使用,具有使用溫度290-300℃,極低的摩擦系數、良好的耐磨性以及極好的化學穩定性。FEP:FEP或者F46(氟化乙烯丙烯共聚物)不粘涂料在烘烤時熔融流動形成無孔薄膜,具有的化學穩定性、極好的不粘特性,使用溫度為200℃。·PFA:PFA(過氟烷基化物)不粘涂料與FEP一樣在烘烤時熔融流動形成無孔薄膜。PFA的優點是具有更高的連續使用溫度260℃,更強的剛韌度,特別適合使用在高溫條件下防粘和耐化學性使用領域。ETFE:ETFE是一種乙烯和四氟乙烯的共聚物,該樹脂是堅韌的氟聚合物,可以形成一層高度的涂層,具有的耐化學性,并可在150℃下連續工作。

聚四氟乙烯超細粉是由四氟乙烯經調聚反應而得到的分散。可用作塑料、橡膠、油墨、涂料、潤滑油脂的防黏、減摩、阻燃添加劑。
特性能:
產品純度,分子量1萬以下,粒徑在0.5-15μm的PTFE微粉系列,不僅保持著聚四氟乙烯原有的所有優良性能,還具有許多特的性能:如無自凝聚性、無靜電效應、相溶性好、分子量低、分散性好、自潤滑性高、摩擦系數降低明顯等等。
用途:
聚四氟乙超細微粉可以單作固體使用,也可以作為塑料、橡膠、涂料、油墨、潤滑油、潤滑脂等的添加劑。與塑料或橡膠混合時可用各種典型的粉末加工方法,如共混等,加入量為5~20%,在油和油脂中添加聚四氟乙烯微粉,可降低摩擦系數,只要加百分之幾,就可提高潤滑油的壽命。

聚四氟乙烯[PTFE,F4]是當今世界上耐腐蝕性能材料之一,因此得塑料王之美稱。聚四氟乙烯是四氟乙烯的聚合物。英文縮寫為PTFE。商品名為“特氟隆”。聚四氟乙烯的基本結構為.-CF2-CF2-CF2-CF2-CF2-CF2-CF2-CF2-CF2-CF2-.聚四氟乙烯廣泛應用于各種需要抗酸堿和溶劑的,它本身對人沒有性,但是在生產過程中使用的原料之一全氟辛酸銨(PFOA)被認為可能具有致作用。能在+250℃至-180℃的溫度下長期工作,除熔融和液氟外,能耐其它一切化學品用作工程塑料.
聚乙烯:簡稱PE,是乙烯經聚合制得的一種熱塑性樹脂。具有優良的耐低溫性能(使用溫度可達-70~-100℃),化學穩定性好,能耐大多數酸堿的侵蝕(不耐具有氧化性質的酸),常溫下不溶于一般溶劑,吸水性小,電絕緣性能優良;但聚乙烯對于環境應力(化學與機械作用)是很敏感的,耐熱老化性差。聚乙烯的性質因品種而異,主要取決于分子結構和密度。
簡寫:nCH2=CH2→
分為高壓法、低壓法、中壓法三種。高壓法用來生產低密度聚乙烯
聚乙烯的性質因品種而異,主要取決于分子結構和密度。
聚乙烯的種類
(1)LDPE:低密度聚乙烯、高壓聚乙烯
(2)LLDPE:線形低密度聚乙烯
(3)MDPE:中密度聚乙烯、樹脂
(4)HDPE:度聚乙烯、低壓聚乙烯
(5)UHMWPE:超高分子量聚乙烯
(6)改性聚乙烯:CPE、交聯聚乙烯(PEX)

關于提高聚四氟乙烯材料切削加工質量的研究
針對聚四氟乙烯材料在機械加工中的切削力小、導熱系數低、熱膨脹系數較大、熔點低的工藝特點,研究了聚四氟乙烯材料在幾種常用機械加工工藝中出現的難點及問題,提出了能有效提高聚四氟乙烯乙烯材料切削加工質量的方法。
聚四氟乙烯;機械加工;切削方法
聚四氟乙烯(Polyterafluoroethlene,簡稱PTFE),由于其良好的化學穩定性,耐腐蝕性、密封性,阻燃性、高潤滑不粘性、電絕緣性和良好的抗老化耐力等特性,在在石油化工、電子電氣、**、、、機械等多領域得以廣泛應用[1]。通常情況下,聚四氟乙烯材料的切削加工可在常用的金屬切削機床上進行,但與金屬材料切削加工相比,其加工規范性還不是很完善,它的可切削性、切削規律、刀具結構和切削量均與金屬材料的加工有所不同,采用用傳統的加工工藝和工裝加工往往達不到產品的設計精度要求。本文主要針對聚四氟乙烯乙烯材料性能特點,對聚四氟乙烯材料的切削加工特點及其改善措施進行了研究探討。
1.聚四氟乙烯材料切削工藝特點及切削參數的選取 聚四氟乙烯材料的剛度、硬度、強度都相對較小,其拉伸強度為21-28MPa,彎曲強度為11-14MPa,伸長率為250%-300%。在應力長期作用下會變形,過載時出現蠕變現象。由于聚四氟乙烯以上性能特點,就導致其在切削加工時具有特的工藝特點。
1.1聚四氟乙烯材料的切削工藝特點
(1)切削力小。由于聚四氟乙烯剛度、強度、硬度均較低,在相同的切削條件下,切削45鋼的主切削力是切削聚四氟乙烯材料的14-20倍[2]。
(2)聚四氟乙烯材料具有較小的導熱系數,僅為0.27W/M·K-1,加之較低的耐熱溫度,其耐熱溫度僅為250℃。若切削量過大、切削速度較高,工件的切削溫度則會升高,會使聚四氟乙烯材料發生軟化,甚至出現熔化、焦化和“粘刀”現象。
(3)聚四氟乙烯具有較大的熱膨脹系數,因此聚四氟乙烯材料在切削過程中會因摩擦產生較大的熱量,刀具和工件的局部過熱,從而導致聚四氟乙烯工件受熱發生彈性變形,終影響聚四氟乙烯材料工件的表面質量和尺寸精度。
(4)相對于金屬材料,聚四氟乙烯的彈性模量很低,當切削加工進給量過大或轉速過時,較大的加工摩擦力以及刀具施加給工件的力共同作用,導致聚四氟乙烯工件產生較大的變形,從而影響聚四氟乙烯工件的加工精度。
1.2聚四氟乙烯材料切削參數的合理選取
(1)刀具材料的選擇 聚四氟乙烯材料在切削時,刀具材料一般為碳素工具鋼、合金工具鋼和高速鋼等。相對于刀具而言,工件材料的硬度較低,因此刀具的硬度對于聚四氟乙烯材料工件的加工質量影響不大。
(2)刀具的幾何參數 刀具前角:對于聚四氟乙烯材料,由于工件材料強度、硬度較低,應選取相對較大的前角,從而減小切削力并降低切削熱。 刀具后角:聚四氟乙烯材料硬度、強度低,塑性越大,因此在機械加工時應選擇較大的后角,從而減小刀具和聚四氟乙烯工件之間的摩擦力,進而降低工件的局部過熱現象,提高工件表面的加工質量。
(3)切削參數的選取 由于聚四氟乙烯材料強度低、硬度小,相對于金屬制品而言,在切削加工時可以選擇相對較大的切削量和較高的切削速度,但聚四氟乙烯的導熱系數低,且具有較高的熱膨脹系數大,在較大的進給量和較高的切削速度下又發生局部過熱引起的變形、焦化等現象。因此為了提高聚四氟乙烯材料的加工質量及加工精度,在一定加工效率的前提下,應盡量選取較小的切削量和較低的切削速度。
-/gjheah/-
http://www.shlawyer360.com